

In sommige situaties waarin ladingen moeten worden vastgezet, zijn wiggen een prima oplossing. Vooral ronde ladingen zoals buizen, stangen, masten en natuurlijk wielen. Er is echter vaak een gebrek aan kennis over welke wigvormen beschikbaar zijn, welke voorschriften van toepassing zijn en hoe ze moeten worden toegepast. De meeste fouten worden vooral gemaakt bij het snijden van houten wiggen.
Een belangrijke bron is VDI-2700 09-2004 “Ladingen zekeren op wegvoertuigen”. Goederen in rolvorm worden daar beschreven in hoofdstuk 3.3.
Dit is wat ik in de blog van vandaag wil behandelen.
Er zijn in principe twee varianten van wigprofielen:
Ze verschillen in de wighoek ten opzichte van de vezelrichting van het hout.
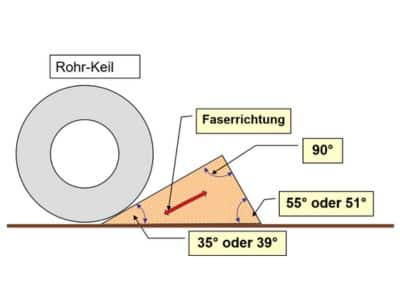

Bij de buiswig loopt de lengterichting van de houtvezels langs de zijkant van de lading. Bij kokerwiggen loopt de lengterichting van de houtvezel aan de tegenovergestelde kant van de belasting.
Het werkingsprincipe van deze borgmethode heet “positieve vergrendeling” van een rond of vierkant profiel tegen horizontale beweging. De looprichting van de vezels is belangrijk omdat de spijkers er altijd haaks op bevestigd moeten worden. Dit is waar de box wedge en pipe wedge verschillen.
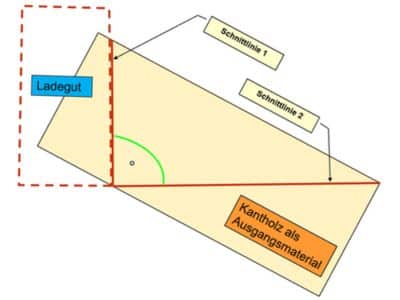
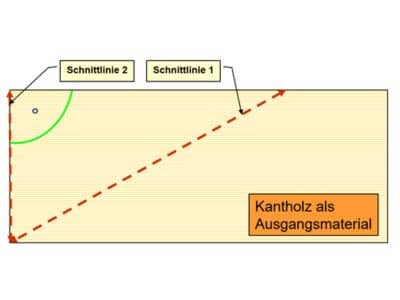
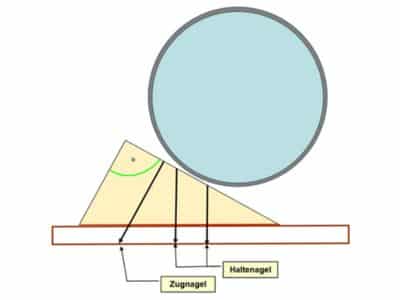
De eerste afbeelding toont het diagram met de zaaglijnen voor het maken van een dooswig van een balk.
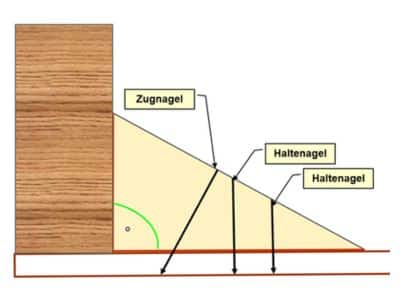
Eerst moet de lading op een nastelbare laadvloer van zacht hout worden geplaatst.
Vervolgens wordt eerst de trekpen geplaatst. Het zorgt voor een vlakke, vormvaste plaatsing van de wig. Pas dan worden de nagels geplaatst.
De diepte waarop de nagels in het laadoppervlak worden geslagen, moet 8 keer de nageldiameter of minstens 40 mm bedragen om de nodige borgkracht te ontwikkelen.
De lengte van de nagels moet daarom overeenkomstig worden gekozen.
Bij pneumatische spijkerapparaten moet worden gecontroleerd of de spijkers echt in de basis dringen en niet gewoon vast komen te zitten in de wig.
De afbeelding toont het diagram met de zaaglijnen voor het maken van een buiswig uit een vierkant houten profiel.
De meest voorkomende oorzaak van valse wiggen is dat de geleider op de cirkelzaag is ingesteld op 45° en dat de balk bij elke zaagsnede wordt gedraaid. Dit betekent dat er geen afval is, maar ook geen wig van rollen of dozen.

In tegenstelling tot de dooswig moeten de paren buiswiggen eerst worden geplaatst en genageld. De afstand tussen de wiggen hangt af van de diameter van de lading en moet vooraf worden gemeten/berekend. De lading kan pas worden gestuwd als de wiggen zijn vastgespijkerd.
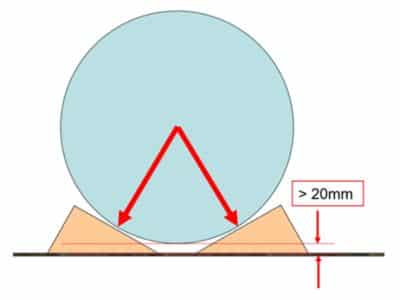
Het is ideaal als de belasting de wiggen raakt als puntbelasting, omdat deze dan optimaal wordt vastgehouden. De afstand tussen het laagste punt van de lading en het laadoppervlak moet minstens 20 mm bedragen.
Een veelgemaakte fout is om de volgorde om te draaien. Eerst wordt de lading gestuwd en dan worden de wiggen geplaatst. Dit creëert een instabiele driepuntsondersteuning waardoor de lading kan bewegen tijdens transport. Omdat de wiggen van buitenaf zijn vastgespijkerd, kunnen ze tijdens deze rolbewegingen losraken en gaat het vastzetten verloren.


Praktisch voorbeeld
De driepuntssteun is duidelijk zichtbaar op deze foto. De wiggen zijn ook verkeerd gesneden omdat de hoeken niet kloppen.
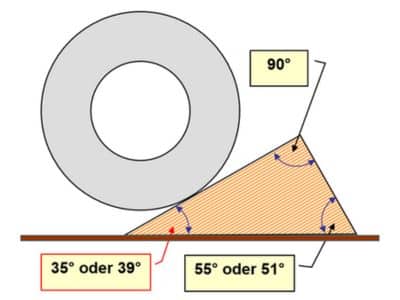
Als de rolrichting ook de rijrichting is tijdens het laden, moet de wighoek aan de laadzijde ten minste 39° zijn. Als je dwars op de rijrichting laadt, moet dit minstens 35° zijn.
Dit resulteert automatisch in de tegenhoeken van 55° of 51°.
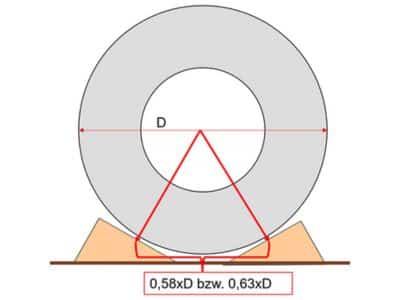
De afstand tussen de steunpunten moet 0,63xD zijn in de rijrichting en 0,53xD loodrecht daarop.
Meer details over de afstanden zijn te vinden in Tabel 2 in Hoofdstuk 3.3 van VDI-2700.

Attentie
Bij het trimmen wordt er geen aandacht besteed aan de nerfrichting, wat betekent dat de kant met de eindnerf altijd de nagelzijde wordt.




Afbeelding 1: Omdat de wiggen verkeerd zijn gezaagd, zijn de spijkers in de eindnerf geslagen. Een droge wig springt meteen, een natte als hij droogt. De borgkracht is dus niet langer aanwezig.
Het kan volledig uit elkaar vallen onder langsbelasting.
Fig. 2: De nagels moeten lang genoeg zijn om de nageldiepte van 40 mm te bereiken.
Afbeelding 3: In dit voorbeeld zijn de drie spijkers erin geslagen met het pneumatische spijkerapparaat.
Afbeelding 4: Dit is de onderkant van dezelfde wig. Geen van de spijkers ging door de wig omdat ze te kort waren. Dit is een nadeel van het pneumatische spijkerapparaat omdat dezelfde spijkerlengte altijd in het magazijn zit en niet kan worden veranderd.

Praktisch voorbeeld
Op deze foto is duidelijk te zien dat de verkeerd gesneden wig al beschadigd is door de belasting.
Bovenstaande informatie is bedoeld om de lezer aan te moedigen de wiggen die in zijn eigen gebied worden gebruikt te controleren. Het is niet ongewoon dat wiggen worden gekocht bij een leverancier die niet over de nodige expertise beschikt. Om onaangename gevolgen te voorkomen, moet met de leverancier worden overlegd volgens welke voorschriften hij de wiggen produceert. Het kan fataal zijn om erop te vertrouwen dat hij de wiggen op de juiste manier zal snijden.
Een interessante bron met negatieve voorbeelden en de daaruit voortvloeiende gevolgen zijn de volgende links:
Als beller in de ladingbeveiligingswoestijn hoop ik dat één of twee mensen me horen.
Hoogachtend, Sigurd Ehringer

U bekijkt momenteel inhoud van een plaatshouder van Vimeo. Klik op de knop hieronder om de volledige inhoud te bekijken. Houd er rekening mee dat u op deze manier gegevens deelt met providers van derden.
Meer informatieU bekijkt momenteel inhoud van een plaatshouder van YouTube. Klik op de knop hieronder om de volledige inhoud te bekijken. Houd er rekening mee dat u op deze manier gegevens deelt met providers van derden.
Meer informatieOm het formulier te verzenden, moet u inhoud laden van reCAPTCHA. Houd er rekening mee dat u op deze manier gegevens deelt met providers van derden.
Meer informatieU bekijkt momenteel inhoud van een plaatshouder van Google Maps. Klik op de knop hieronder om de volledige inhoud te bekijken. Houd er rekening mee dat u op deze manier gegevens deelt met providers van derden.
Meer informatie
